

Die Münzstätte der Vereinigten Staaten von Amerika in Philadelphia
Von
Ein Besuch im Jahre 1885
In Artikel 1, Abschnitt 8 der Verfassung der Vereinigten Staaten von Amerika steht zu lesen: „The Congress shall have the power … to coin money“ (= der Kongreß soll die Macht besitzen, Geld zu prägen). Um dieses theoretische Recht in die Realität umzusetzen, beauftragte der Kongreß am 15. April 1790 den Finanzminister Alexander Hamilton, einen Plan für eine Münzstätte vorzulegen. Zwei Jahre später, am 2. April 1792 genehmigte Präsident Washington persönlich ihren Bau. Die Münzstätte war das erste Gebäude, das die gerade gegründete Staatenkonföderation zum gemeinschaftlichen Nutzen errichtete.
Münzstätte von Philadelphia, von außen gesehen.
Dieses Anfangsstadium hatte die Münzstätte von Philadelphia schon lange hinter sich, als im Jahre 1885 ein ausführlicher Führer erschien. Die Philadelphia Mint war bereits im Jahr 1829 in ein neues, größeres Gebäude umgezogen, da sich der Bedarf der Vereinigten Staaten an Münzen vervielfacht hatte.
Vervielfacht hatten sich auch die Schaulustigen. Während zu Beginn des 19. Jh. der Münzstättendirektor persönlich jedem Besucher eine Genehmigung erteilen mußte, gab es in den 80er Jahren reguläre Öffnungszeiten. Zwischen 9 und 12 Uhr, ausgenommen Sonn- und Feiertage, durfte das breite Publikum den Angestellten der Münzstätte dabei zusehen, wie sie aus Gold, Silber und unedlem Metall Münzen prägten. Über 40.000 Besucher nutzten pro Jahr diese Möglichkeit.
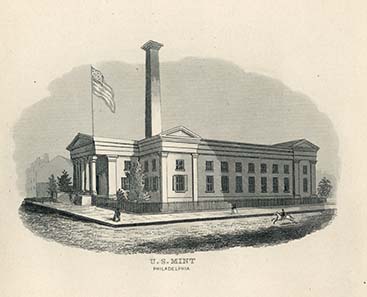
Balkenwaage.
Die Führung begann im Lager oder Wiegeraum, wo alles Gold und Silber, das als Rohmaterial in die Münzstätte kam, genau gewogen und registriert wurde. Die Gewichte, die auf den jeden zweiten Tag geeichten Schnellwaagen benutzt wurden, reichten von 1,4175 Kilo (= 500 Unzen) bis zu 0,02835 Gramm (= 1/1000 Unze). Der größte Teil des Goldes kam aus Kalifornien, wo man im Jahr 1848 reiche Goldvorräte entdeckt hatte. Mindestens zwei Angestellte der Münzstätte mußten beim Wiegen dabei sein, um Manipulationen auszuschließen. Danach wurde das Edelmetall in eine eiserne Kiste mit zwei Schlössern gesperrt, zu denen zwei Arbeiter, die in der Schmelze beschäftigt waren, die Schlüssel besaßen. In der Schmelze mit ihren 4 Öfen wurde die Kiste wieder geöffnet, das Metall geschmolzen und wieder zurückgebracht in den Wiegeraum, wo das Material erneut gewogen wurde und eine kleine Metallprobe vom Münzprüfer entnommen wurde.
Die Münzstätte von Philadelphia war stolz auf ihre Münzprüfer und ihre Genauigkeit. 0,0000498 Gramm (= 1/1300 Grain) wog das kleinste Gewicht, das sie benutzten. Dieses Gewicht war so klein, daß man es mit dem bloßen Auge nur noch auf einem weißen Hintergrund sehen konnte. Solch winzige Gewichte waren nötig, denn nur ein halbes Gramm des zu prüfenden Materials stand für die Messung der Metallzusammensetzung zur Verfügung. Dieses halbe Gramm wurde mit 1000 bezeichnet, jeder Bestandteil mit einem Bruchteil der Zahl. 900 Gold bezeichnete also eine Feinheit, bei der 900 Teile des Ganzen tatsächlich Gold waren.

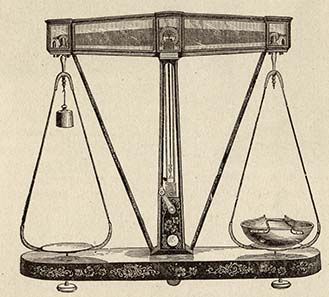
Ein Schmelzer beim Giessen der Barren.
Nachdem der Prüfer die Feinheit jeder einzelnen Metallpartie festgelegt hatte, kam sie in den Raum, wo künstlich die richtige Metallmischung für die Münzen hergestellt wurde. Schließlich sollte die Zusammensetzung, und damit der Materialwert von Gold- und Silberdollars, nicht schwanken. Aufgrund der Analyse der Prüfer stellte der Schmelzer die Legierung des Metalls her und goß daraus Barren von länglich-schmaler Form, die besonders dazu geeignet waren, zu einem Zain weiterverarbeitet zu werden. Der Raum, in dem die Schmelzer ihren Dienst taten, war mit einem besonderen Boden ausgestattet: Er bestand aus Eisen und hatte ein leicht vertieftes Wabenmuster. In den kleinen Vertiefungen sammelten sich die Goldreste, so daß der Goldstaub nicht an den Schuhen der Arbeiter hängenbleiben und nach draußen getragen werden konnte. Wer immer den Raum säuberte, wurde sorgfältig überwacht, denn allein in den Jahren zwischen 1880 und 1885 summierte sich der Staub zu Gold im Wert von 115.000 $.
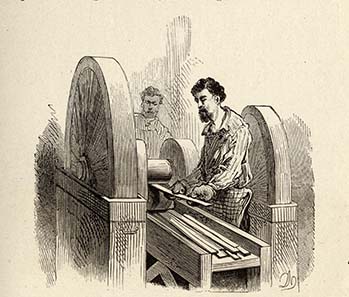
Walzwerk, auf dem die Barren zu groben Zainen ausgezogen werden.
Der gegossene Barren wurde nun zu einem Zain verarbeitet, der die Grundlage bildete für die Schrötlingsproduktion. Dafür kam er zunächst ins Walzwerk, wo er grob ausgehämmert wurde, um danach durch ein anderes Walzwerk zu laufen. Dessen Walzen konnten in einem beliebigen Abstand eingestellt werden, so daß man den Barren von seiner ursprünglichen Dicke langsam, Schritt für Schritt, auf die Dicke des Schrötlings auswalzte. 10mal mußte ein Goldbarren das Walzwerk passieren, 8mal ein Silberbarren. Zwischen jedem Walzvorgang erfolgte ein Ausglühen des Metallstreifens, um ein Springen des spröden Materials zu verhindern. Nach diesem Prozeß hatte der Zain die sechsfache Länge des ursprünglichen Barrens. 200 Barren pro Stunde konnten übrigens durch das moderne Walzwerk der Philadelphia Mint gelassen werden. Durch die Reibung wurde dabei eine solche Wärme freigesetzt, daß die großen, mehrere Tonnen schweren Eisenstützen, die an der Maschine angebracht waren, so heiß wurden, daß man sie mit der Hand nicht mehr berühren konnte.
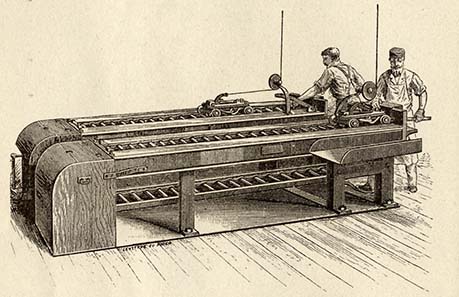
Streckbank, wo der Zain exakt auf die Dicke gebracht wird, die später die Münze haben soll.
Kein Zain kam völlig gleichmäßig aus dem Walzwerk. Deshalb mußte er nach dem Ausglühen auf die Streckbank. Die Streckbank in der Philadelphia Mint bestand aus einem langen Tisch, an dessen einem Ende ein eiserner Kasten angebracht war. Darin befanden sich zwei senkrecht stehende Eisenzylinder, die mit hohem Druck den Zain auf die Dicke walzen, die später der Schrötling bekommen sollte. Um ein reibungsloses Passieren durch das Walzwerk zu ermöglichen, wurde eine Seite des Metallstreifens ein wenig dünner gehämmert. Dieses Ende durchlief zunächst die Eisenzylinder und wurde dann von Zangen gepackt, die an einem kleinen Laufwagen befestigt waren. Dieser Laufwagen wurde von Ketten gezogen. Seine Aufgabe war es, den Zain mit gleichmäßiger Geschwindigkeit durch die beiden kleinen Walzen zu ziehen. Nach dem Auswalzen des kompletten Zains kniff eine am Laufwagen angebrachte Zange das dünne Ende automatisch ab, so daß der Metallstreifen, aus dem die Schrötlinge gemacht werden sollten, eine einheitliche Dicke aufwies.
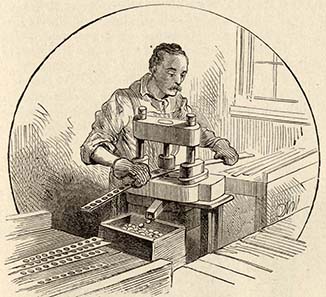
Stanzwerk.
Man wusch diese Zaine, ehe sie zum Ausstanzen kamen. Stellen Sie sich diesen Vorgang in etwa so vor wie ein automatisches Ausstechen von Weihnachtsplätzchen mit Blechformen. Allerdings mußte natürlich eine wesentlich höhere Energie dafür aufgewendet werden und auch hinsichtlich der Geschwindigkeit sind beide Vorgänge nicht zu vergleichen. 125 Schrötlinge konnten im Jahr 1885 auf den Stanzmaschinen der Philadelphia Mint pro Minute hergestellt werden. Ungefähr Dreiviertel des Materials eines Zains wurde so in Münzrohlinge verwandelt. Das restliche Metall brachte man wieder in die Schmelze, wo es eingeschmolzen und zu neuen Barren verarbeitet wurde.
Der nächste Schritt war die genaue Anpassung der Schrötlinge. Man hatte schon beim Ausstanzen säuberlich darauf geachtet, daß die einzelnen Schrötlinge um einen Hauch schwerer, und ja nicht leichter waren als das Gesetz es verlangte. Nun kamen sie in einen Raum, wo nur Frauen saßen, die jedes einzelne Stück von Hand nachwogen, die zu leichten aussortierten und bei den zu schweren entschieden, ob sie ebenfalls aussortiert werden mußten, oder ob man sie durch ein leichtes Abfeilen am Rand auf das Idealgewicht bringen konnte. Die Besucher staunten über die Sicherheit, mit der diese Frauen genau wußten, wie viel sie abfeilen mußten, um einen bestimmten Gewichtsunterschied auszugleichen.
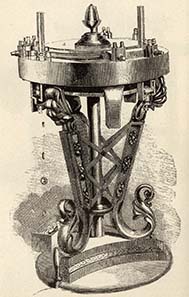
Rändelmaschine.
Damit besaßen die Schrötlinge exakt das richtige Gewicht, und das sollte auch im Umlauf so bleiben. Ein Abfeilen von Rohmetall wurde nur durch einen besonders gekennzeichneten Rand verhindert. Aus diesem Grund ließ man alle Schrötlinge durch die Rändelmaschine laufen. Von oben, durch zwei aufrecht stehende Röhren, wurden die Ronden in die Maschine gefüllt, wo sie zwischen zwei sich gegenläufig drehenden Rädern gequetscht wurden, die sich in einem Abstand bewegten, der um ein geringes kleiner war als der Durchmesser der Schrötlinge. Eine Vierteldrehung lief der Münzrohling in der Maschine mit und währenddessen wurde sein Rand zusammengedrückt und leicht nach oben gezogen. Die Geschwindigkeit der Maschine war unglaublich. 560 Kleinmünzen in der Minute konnten mit einem Rand versehen werden. Bei größeren Nominalen reduzierte sich die Geschwindigkeit. Bei den großen 1-Dollar-Stücken waren 120 Rohlinge pro Minute die Höchstgrenze.
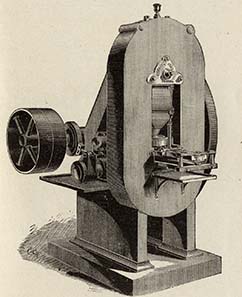
Verbesserte Münzpresse nach dem Prinzip der Uhlhornschen Kniehebelpresse.
10 Prägemaschinen des im Jahr 1874 eingeführten verbesserten Typs der Dampfprägepresse standen im Prägesaal. Damit war die Philadelphia Mint eine der modernsten der damaligen Zeit. Die Pressen waren von unterschiedlicher Größe, je nachdem welche Nominale mit ihnen geprägt werden sollten. Sie arbeiteten mit einer Präzision und Geschwindigkeit, die bis dahin unerreicht war. Auch der Stempelverschleiß war durch diese Pressen um über 75 % zurückgegangen.
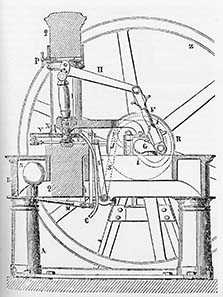
Skizze zur Funktion der Kniehebelpresse.
Das Prinzip, nach dem sie funktionierten war seit der Erfindung der Uhlhorn’sche Kniehebelpresse im Jahre 1817 gleichgeblieben. Es beruhte nicht mehr auf der geraden Bewegung, mit der der Oberstempel gehoben, bzw. gesenkt wurde, sondern auf einer durch mehrere Gelenke beweglich gemachten „Zange“ von Ober- und Unterstempel. Durch ein Schwungrad – angetrieben zunächst durch Pferde, später durch Dampf – wurde der gelenkige Arm in kreisende Bewegungen versetzt, die abwechseln den Oberstempel hoben und ihn mit großer Wucht auf den Unterstempel auftreffen ließen. Durch eine Röhre wurden die Schrötlinge zugeführt. Da dafür keinerlei Kraft erforderlich war, setzte man für diese Arbeit Frauen ein.
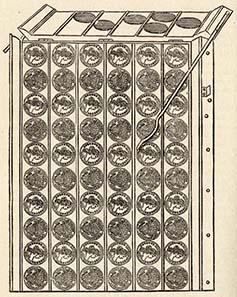
Das Zählbrett diente der schnellem Zählen der geprägten Münzen.
Von der Prägung wurden die Münzen zum Prüfen, Zählen und Abpacken gebracht. Die Goldmünzen wurden in Säcke zu 5.000 $ verpackt, die 3 $ Stücke in Säcke zu 3.000 $ und die 1 $ Stücke in Säcke zu 1.000 $. Abgezählt wurde schon damals nicht mit der Hand, sondern mit einem Zählbrett, in das die Stücke eingefüllt wurden. 500 Münzen konnten mit dieser Methode in weniger als einer Minute gezählt werden.
Etwa 300 Personen waren im Jahr 1885 an der Münzstätte angestellt. Zwei Drittel davon Männer, ein Drittel Frauen. Sie alle arbeiteten an 6 Tagen die Woche von 5 Uhr morgens bis 4 Uhr nachmittags, bzw. samstags bis 2 Uhr. Der Alkohol muß damals ein großes Problem gewesen sein, denn in der Hausordnung lesen wir gleich an erster Stelle, daß es verboten war, betrunken zur Arbeit zu kommen. Das Rauchen und Trinken während der Arbeit war ebenfalls nicht erlaubt.
Das Souvenirbuch, wie es ein Besucher der Philadelphia Mint im Jahre 1885 kaufen konnte.
Nach seinem Besuch in der Münzstätte konnte der Besucher im Souvenirshop eine Reihe von Medaillen erwerben, deren Preise zwischen 25 Cent für eine Silbermedaillen mit dem Porträt George Washingtons von 10 mm Durchmesser bis zu 8 $ für die Porträtmedaille des Majors Grant in Bronze mit 60 mm Durchmesser lagen. Der Besucher konnte außerdem das 160 Seiten starke, fein gebundene Buch erwerben, in dem die Tätigkeit der Philadelphia mint ausführlich und reich illustriert vorgestellt wurde, das die Grundlage für diesen Artikel bildete.