



von Ursula Kampmann
16. Juni 2016 – Vom 1. bis zum 4. Mai 2016 fand in Bangkok die Mint Directors Conference statt. Sie wurde von rund 360 Delegierten besucht, für die 35 Vorträge gehalten wurden. Hier finden Sie die Zusammenfassung der Vorträge, die das Technical Committee präsentierte.
Entwicklung zur Prozessverbesserung
Andrew Mills, Direktor der Abteilung Umlaufmünzen der Royal Mint präsidierte die Sitzung, in der vier Redner über neue Entwicklungen im Bereich der Umlaufmünzherstellung referierten.

Ron Harrigal von der US Mint stellte den Vorgang des automatisierten Polierens von Münzstempeln vor, wie er in West Point, Philadelphia und San Francisco gehandhabt wird. Foto: Mint of Thailand.
Ron Harrigal / US Mint, Automatisiertes Polieren von Stempeln
Wenige Nationen haben einen vergleichbar großen Bedarf an Gedenkmünzen und damit an Stempeln für Hochqualitätsprägungen wie die Vereinigten Staaten. Deshalb bot eine Umstellung vom manuellen auf automatisiertes Polieren der Münzstempel enorme Möglichkeiten, Zeit und Kosten zu sparen. Mit Hilfe einer Bürst-Poliermaschine der schweizerischen Firma Gerber Maschinenbau werden jetzt in den Münzstätten von West Point, Philadelphia und San Francisco die Stempel poliert. Der Einstandspreis für so eine Anlage beträgt rund 250.000 $. Geht man hinsichtlich der Einsatzdauer der Maschine von 10 Jahren aus, beträgt der Return of Invest bei durchschnittlich 100 Stempeln monatlich, die mit der Maschine poliert werden, rund 62 % bzw. 3.375 $. Bei 150 Stempeln monatlich liegt er mit 143 % bzw. 5.063 $ noch höher. Für kleine Münzstätten lohnt sich das Verfahren nicht. Bei 50 Stempeln ist der Return of Invest mit -19 % negativ.
In einem Projekt des Technical Committees haben drei Münzstätten das neue Verfahren getestet. Sie vertrauten der US Mint ihre eigenen Stempel an, die diese mit dem neuen Verfahren behandelte. Alle drei Münzstätten fanden die Qualität des Polierens akzeptabel nach ihren Standards. Tests im Prägeprozess zeigten das gleiche Ergebnis, wobei sich herausstellte, dass je nach verwendetem Stahl unterschiedliche Ergebnisse beim Polieren und Frosten auftraten.

Dr. Bo Deng stellt eine Anlage vor, die für die optische Überprüfung von großen Mengen an Gedenkmünzen entwickelt wurde. Foto: Mint of Thailand.
Dr. Bo Deng / China Banknote Printing and Minting Corp., Optische Prüfverfahren im Prägeprozess
Wenn es ein Land gibt, das größere Mengen an Umlauf-Gedenkmünzen produziert als die Vereinigten Staaten, dann ist es China. 800 Millionen davon werden allein 2016 geprägt werden. Diese Münzen werden mit großem technischem Aufwand – Latentbildern, Mikrotext, unterschiedliche Rändelung – hergestellt. Wie, so lautete die Frage der chinesischen Techniker, könnte man für diese Münzen ein schnelles und sicheres optisches Prüfverfahren einführen.
In Zusammenarbeit mit der Monnaie de Paris, Schuler und der INDUVIS GmbH wurde eine Anlage entwickelt, die bis zu 400 Stück pro Minute prüfen kann. Sie enthält fünf Prüfpositionen: An Station 1 untersuchen zwei Kameras Vorder- und Rückseite bei spezieller Beleuchtung, um Farbfehler oder Dezentrierungen zu entdecken. Station 2 untersucht Vorder- und Rückseite mit schwarz-weiß Kameras, womit vor allem Kratzer, Bläschen und Kerben identifiziert werden. Station 3 bis 5 nimmt sich Vorder- und Rückseite sowie den Rand einzeln vor, um die Details zu prüfen und so sicher zu stellen, dass Latentbilder und Mikrotext korrekt wiedergegeben sind.
Mittlerweile ist die Maschine in Betrieb und die Resultate sind vielversprechend. In einer Reihe von Tests wurde erwiesen, dass die automatisierte optische Überprüfung trotz ihrer Geschwindigkeit der manuellen Überprüfung überlegen ist.

Juan Manuel Shiguetomi spricht über die neuen mexikanischen Umlaufmünzen. Foto: Mint of Thailand.
Juan Manuel Shiguetomi Villegas / Casa de Moneda de Mexico, Die Entwicklung einer neuen Umlauf-Münzserie
2018 führt Mexiko neue Umlaufmünzen ein. Sie sollen trotz der hohen und sich ständig ändernden Metallpreise dem mexikanischen Staat einen attraktiven Schlagschatz sichern, mit den neuesten Sicherheitsmerkmalen ausgestattet sein – schließlich wird die Münz-Banknoten-Grenze demnächst erhöht – und von ihren Nutzern als praktisch empfunden werden.
Folgende Charakteristika der Nominale werden sich ändern: Aus acht werden sechs Nominale; während die mittleren Nominale ihren Durchmesser behalten, wird der Durchmesser des kleinsten Nominals größer, der des größten kleiner.
Um Kosten zu sparen, werden die in der Herstellung teuren Bimetall-Prägungen von bisher fünf auf die zwei höchsten Nominale reduziert.
Es wurden günstigere Metalle ausgewählt: Stahl resp. mit Messing oder Nickel plattierter Stahl. Die Bimetall-Prägungen werden aus Aluminiumbronze und Stahl resp. Nordischem Silber und Aluminiumbronze bestehen. Um die Identifikation der Nominale zu erleichtern, werden unterschiedliche Formen benutzt; die Farben werden zwischen „Silber“ und „Gold“ alternieren.
An Sicherheitsmerkmalen ist für das 10 Peso-Stück ein Latentbild vorgesehen, für das 20 Peso-Stück ein Latentbild und Mikrotext.
Die Motive sind ausgewählt. Probeprägungen wurden bereits durchgeführt. Diese werden derzeit evaluiert. Für den Übergang wird nur das 50 Cent-Stück ausgetauscht, alle anderen Stücke werden nebeneinander zirkulieren.
Dr. Cheol-Min Park / Poongsan Corporation, Die Entwicklung einer kosteneffizienten, silberfarbenen Kupferlegierung für Ronden
2014 stellte Poongsan eine neue Legierung vor, die bei ähnlicher Farbe und Eigenschaften 20 % billiger als Kupfernickel sein soll. Doch dieses Material war verbesserungswürdig, da es nicht recycelbar und damit trotz einer Kostenersparnis von 20 % in der Massenproduktion nicht konkurrenzfähig war.
Aufwändige Tests wurden mit elf verschieden abgewandelten Legierungen durchgeführt. Eine davon ist vielversprechend. Sie hat die gewünschte weiße Farbe und zeigt sich resistent gegen das Anlaufen. Sie ist ähnlich leitfähig und magnetisch wie Kupfernickel und bietet gute Voraussetzungen für das heiße und kalte Walzen. Ferner besitzt sie hinsichtlich der Abnutzung ähnliche Eigenschaften wie Kupfernickel.
Produktentwicklung
Die zweite Sitzung des Technical Committees mit dem Titel „Produktentwicklung“ wurde von Günther Waadt geleitet.

Pascal Rencker von der Monnaie de Paris spricht über das Überschreiten von Grenzen bei der Herstellung von Trimetall-Prägungen. Foto: Mint of Thailand.
Pascal Rencker / Monnaie de Paris, Überschreiten der Grenzen bei der Herstellung von Trimetall-Prägungen
Seit den 1980er Jahren werden Bimetall-Münzen produziert. Sie sind sogar im Bereich der Umlaufmünzen alltäglich geworden. In den 1990er Jahren wurde versucht, die Bimetall-Prägungen durch Trimetall-Prägungen zu ergänzen. Allerdings waren die höheren Sicherheitsfeatures dieser Prägungen nicht ausnutzbar, weil die Vending-Industrie keine Standard-Sensoren und Software besaß, um die Münzen angemessen zu prüfen. Deshalb wurden die Versuche eingestellt. Mittlerweile gibt es diese Sensoren. Damit wäre der Weg für eine Trimetall-Münze frei.
Die Monnaie de Paris hat so eine Prägung hergestellt und dabei mehrere Produktionsverfahren getestet. So kann man die drei Bestandteile der Trimetall-Prägung auf den Prägepressen, die bei der Bimetall-Prägung zum Einsatz kommen, in zwei Schritten zusammenfügen und prägen. Schneller ginge es auf einer speziellen Trimetall-Prägepresse, die alle drei Schritte auf einmal durchführt. Allerdings wäre dadurch eine hohe Investition in neue Maschinen notwendig.
In Zusammenarbeit mit CPI Crane Payment Innovations wurde die Automatentauglichkeit der Trimetall-Prägung überprüft. Die Tests sind vielversprechend, verlangen aber weitere Untersuchungen.
Auf jeden Fall dürfte die Produktion von Trimetall-Prägungen auf die Umlaufdauer berechnet rund 50 % günstiger sein als die Herstellung von Banknoten.

Dr. Lutz Hofmann präsentiert den Abschlussbericht zur Flip Flop Prägung. Foto: Mint of Thailand.
Dr. Lutz Hofmann / Wickeder Westfahlenstahl GmbH, Vielschichten-Münze mit Flip Flop Design – Eine neue Generation der Sicherheit
Flip Flop, diesen launigen Namen trägt ein neu entwickeltes Material von hoher Fälschungssicherheit, das aus mehreren Schichten unterschiedlicher Legierungen zusammengesetzt ist.
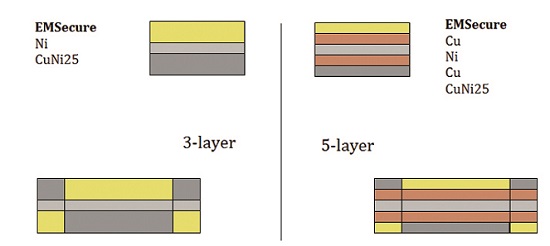
Querschnitt durch das neu entwickelte Material. Foto: Dr. Lutz Hofmann / Wickeder Westfahlenstahl GmbH.
Es bietet deshalb eine deutlich besser erkennbare Elektromagnetische Signatur. Zu diesem verborgenen Sicherheitsmerkmal tritt das offensichtliche: aus dem Material hergestellte Ronden zeigen auf der Vorderseite eine andere Farbe als auf der Rückseite.
Anlässlich des Abschlussberichts stellte Dr. Lutz Hofmann zwei Materialien vor, die sich für die Rondenproduktion von Flip Flop Münzen eignen. Das dreilagige Material besteht aus EMSecure / Ni / CuNi25, das fünflagige Material aus EMSecure / Cu / Ni / Cu / CuNi25.
Erhebliche Ersparnisse bestehen durch die Möglichkeit, das Vielschichtenmaterial für Bimetall-Münzen zu verwenden: Pille und Ring können verlustfrei in einem Gang gestanzt werden.

Byungkyu Choi präsentiert die Technik des Strangpressens, angewendet im Gedenkmünzen-Bereich. Foto: Mint of Thailand.
Byungkyu Choi / KOMSCO, Neue Entwicklungen in der Gedenkmünzen-Herstellung mit Hilfe des indirekten Strangpressverfahrens
Die Technik des Strangpressens ist nicht neu, auch wenn sie bis jetzt in der Münzprägung nicht zum Einsatz kam. Mit ihr werden zum Beispiel Nudeln oder Schläuche hergestellt.
Im Grunde funktioniert die Herstellung von Ronden im Strangpressverfahren so ähnlich. Die Ronde wird nicht aus dem plattgewalzten Coil ausgestanzt, sondern von einer aus verschiedenen Metallen zu einem Muster zusammengesetzten Stange abgeschnitten. Dieses Verfahren lässt sich derzeit nur für größere Ronden anwenden.
Die Anwesenden konnten sich durch eine beeindruckende Probeprägung von den ästhetischen Qualitäten des neuen Verfahrens überzeugen.
In der nächsten Folge der Zusammenfassung zu den Beiträgen zur MDC beschäftigen wir uns mit dem zweiten Teil der Vorträge des Technical Committees.
Einen allgemeinen Beitrag zur Mint Directors Conference finden Sie hier.
Teil 1 Vortragszusammenfassungen „Allgemeine Sitzungen“ finden Sie hier.
Zur Website der MDC 2016 in Bangkok kommen Sie hier.